
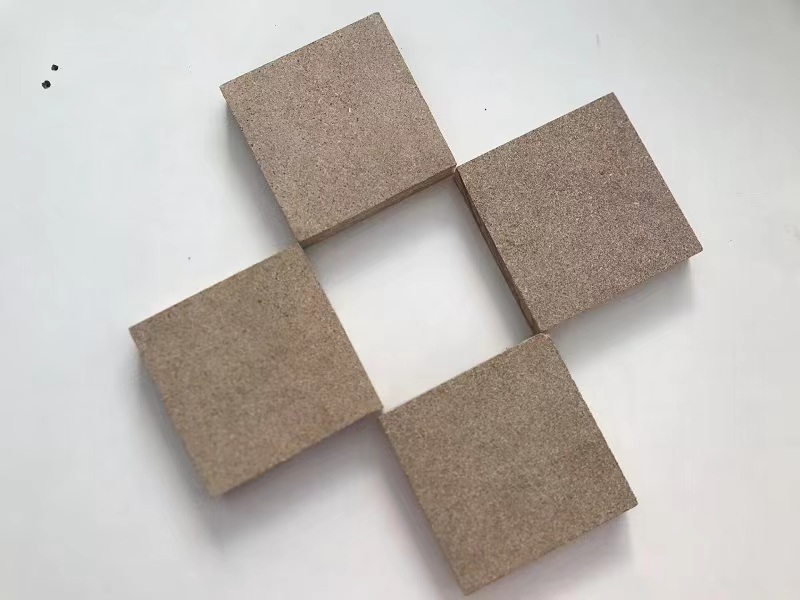
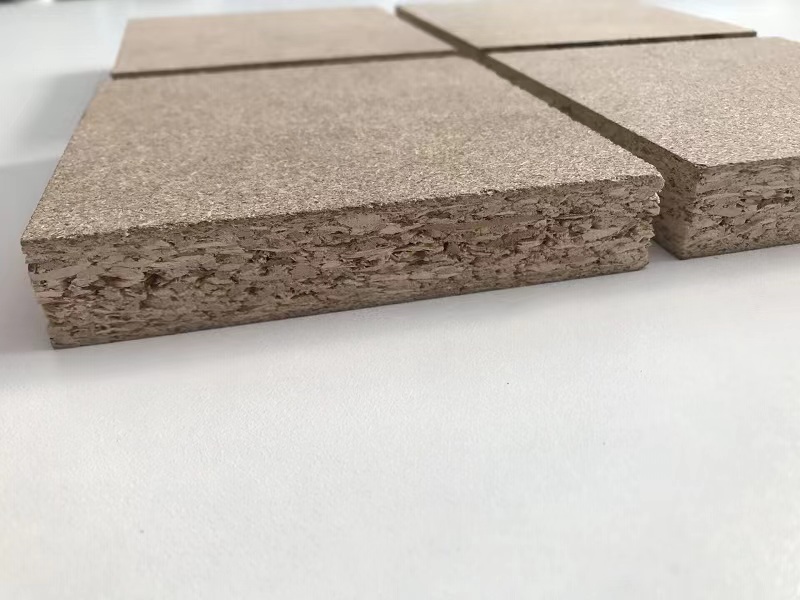



Particle Board for Construction
The raw materials for making particleboard include wood or wood fiber materials, adhesives and additives. The former accounts for more than 90% of the dry weight of the board. The wood raw materials are mostly taken from felled wood in the forest area, small diameter wood (usually less than 8 cm in diameter), felling residues and wood processing residues. Wood chips, shavings, wood filaments, sawdust, etc. processed into flakes, strips, needles and granules are called chips. In addition, non wood materials such as plant stalks and seed hulls can also be made into boards, which are often named after the materials used, such as hemp straw and bagasse particle board.
The production methods of particleboard are divided into the flat pressing method of intermittent production, the extrusion method of continuous production and the rolling method according to the different slab forming and hot pressing process equipment.

In actual production, the flat pressing method is mainly used. Hot pressing is a key process in the production of particleboard, which is used to solidify the glue in the slab and consolidate the loose slab into a plate of specified thickness after being pressurized.

The process requirements are:
① appropriate moisture content. When the surface moisture content is 18~20%, it is beneficial to improve the bending strength, tensile strength and surface finish, and reduce the possibility of bubbling and delamination of the slab during pressure relief. The moisture content of core layer shall be lower than that of surface layer to maintain proper plane tensile strength.
② Appropriate hot pressing pressure. The pressure can affect the contact area between the shavings, the thickness deviation of the board and the rubber transfer degree between the shavings. According to different density requirements of the product, the hot pressing pressure is generally 1.2~1.4 MPa.

③ Proper temperature. Too high temperature will not only cause the decomposition of urea formaldehyde resin, but also cause partial premature solidification of the slab when the temperature rises, resulting in waste products. ④ Proper pressurization time. If the time is too short, the middle resin cannot be fully cured, the elastic recovery of the finished product in the thickness direction increases, and the plane tensile strength decreases significantly. The hot pressed particleboard shall undergo a period of humidifying treatment to make its moisture content reach a balanced state, and then sawing, sanding and packaging inspection. However, hot stacking is not allowed after pressure relief, otherwise the brittleness of plates will increase. Molding technology refers to the technology of forming products in one operation. There are 3 mature processes. The hot mold method can use less or no glue, and play the role of gluing by activating the flow of lignin in the closed hot mold. However, it requires cooling and demoulding, which has large heat consumption and low productivity, and has been gradually eliminated. The box forming method is to use a special press to pressurize and press into products at one time, which is used to manufacture packaging boxes. The hot pressing method is mainly used to manufacture furniture accessories, interior decoration accessories, pallet and other products.

The adhesive is mainly urea formaldehyde resin, and the surface of the products is overlaid with veneer or resin impregnated paper for one-time molding. In addition, there is also a plane die pressing method which uses a template to pressurize the surface of the made particle board or the formed slab without hot pressing to make relief patterns




